- Allgemein
-
Bestellnummer D12006 Typcode CP-F-RASS-C11R14 Serie CP Systems Unterserie CP Factory Kategorien Station
- Beschreibung
-
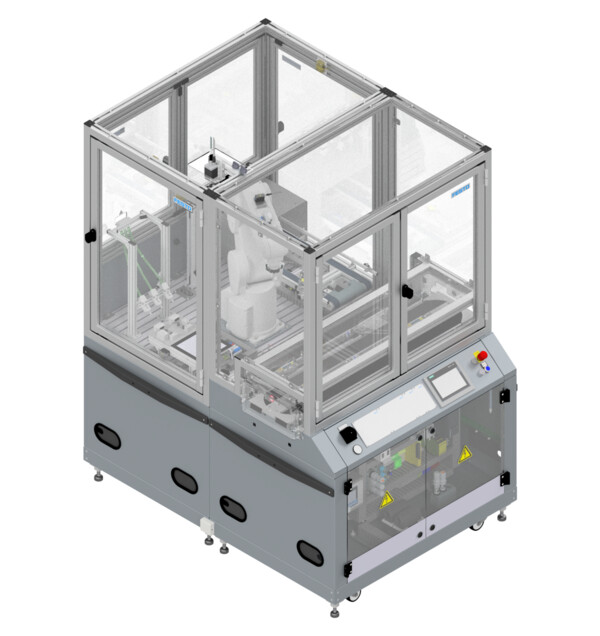
Die Robotermontagezelle dient der Montage von Werkstücken mittels 6-achsigem Industrieroboter. Der Roboter baut die Leiterplatine ins Gehäuse ein und bestückt sie mit Sicherungen. Eine Kamera stellt die korrekte Orientierung der Werkstücke sicher.
Zwei Transportbänder laufen parallel in unterschiedlicher Richtung. Die Arbeitsposition des Montageroboters befindet sich auf einem dritten Band, um den Transport anderer Warenträger während der Montage nicht zu behindern.
-
Merkmal Wert Elektrischer Anschluss CEE (16 A) bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationPneumatischer Anschluss Schnellkupplung bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationBetriebsspannung 230 / 400 V AC Betriebsdruck 6 bar Steuerung Siemens CPU 1512SP HMI Siemens Simatic TP700 Comfort E/A 33 DI / 17 DO (SPS)
15 DI / 5 DO (Robotersteuerung)Kistentransportband Pneumatischer Indexierung für Kiste
2x Lichtschranke zur Kistendetektion
RFID Schreib-/Lesegerät
Prüfung der korrekten Orientierung der Kiste mit induktivem Sensor3x Bandantrieb 24 V DC Motor
Rechts-/Linkslaufsteuerung mit SchleichgangRoboterarm Mitsubishi RV-4FL
6-Achs Knickarm
Traglast: 4 kg
Maximaler Arbeitsbereich: 649 mm
Wiederholgenauigkeit: +/- 0,02 mmRobotersteuerung Mitsubishi CR750-D
Programmiersprache: MELFA-BASIC V
Programmspeicher: 512 Programme
Positionsspeicher: 3.900 Positionen pro ProgrammGreiferwechsler Flansch Pneumatische Greiferkopplung
Festteil: Zimmer-Group WWR40F-B
Losteil: Zimmer-Group WWR40L-B
Elektrische Signalübertragung über WER02FF04 bzw. WER02LF04
2x Durchluftanschluss für Greifer
Detektion des Losteils am Festteil durch induktiven Sensor NJR04-E2SKGreiferwechsler Ablage 3x Greiferablageposition mit Zimmer-Group ALSR1-40-B
Detektion von Greifern in Ablagepositionen durch induktive SensorenGreifer 1. Für Platinen: Sauggreifer mit Venturidüse Festo VN-05-H-T2-PQ1-VQ1-RO1
2. Für Werkstückschalen: Parallelgreifer Festo DHPS-16-A
3. Für Sicherungen: Parallelgreifer Festo DHPS-10-AVision System Festo SBOC-Q-R2C
Sensor: Farbsensor
Auflösung: 752 x 480 Pixel
Schnittstellen: Ethernet; CANopen
2 digitale Eingänge / 3 digitale Ausgänge
Integrierte Steuerung: CODESYS nach IEC 61131-3
Bildwiederholrate: 150 Bilder/sec.
Schutzart: IP65RFID 2x Turk BLCEN-2M12MT-2RFID-A Busknoten mit 3 Schreib-Leseköpfen Weitere Sensorik 3x Lichtschranken zur Prüfung der korrekten Werkstückorientierung im Montagenest Maße (H x B x T) 1800 mm x 1200 mm x 1600 mm -
Integrierte SPS
Beschreibung Referenz Datentyp Addresse Eingänge FALSE = Not-Halt nicht freigegeben +K1-F2-KF1 Bool %I0.0 TRUE = Schutztüren geschlossen +H1-F2-KF2 Bool %I0.1 TRUE = Not-Halt-Schlagtaster gedrückt +S1-F2-FQ1 Bool %I0.3 TRUE = Stopperzylinder (Weiche) in unterer Endlage +G1-BG20 Bool %I1.0 TRUE = Warenträger in Stopperposition (Weiche) erkannt / Stopper (Weiche) Warenträger Identcode Bit 0 erkannt +G1-BG21 Bool %I1.1 TRUE = Stopper (Weiche) Warenträger Identcode Bit 1 erkannt +G1-BG22 Bool %I1.2 TRUE = Stopper (Weiche) Warenträger Identcode Bit 2 erkannt +G1-BG23 Bool %I1.3 TRUE = Stopper (Weiche) Warenträger Identcode Bit 3 erkannt +G1-BG24 Bool %I1.4 TRUE = Warenträger an Bandanfang (Leerband) erkannt +G1-BG26 Bool %I1.6 TRUE = Warenträger an Bandende (Leerband) erkannt +G1-BG27 Bool %I1.7 TRUE = Stopperzylinder (Arbeitsband) in unterer Endlage +G1-BG30 Bool %I2.0 TRUE = Warenträger in Stopperposition (Arbeitsband) / Stopper (Arbeitsband) Warenträger Identcode Bit 0 erkannt +G1-BG31 Bool %I2.1 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 1 erkannt +G1-BG32 Bool %I2.2 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 2 erkannt +G1-BG33 Bool %I2.3 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 3 erkannt +G1-BG34 Bool %I2.4 TRUE = Stau in Arbeitsband erkannt +G1-BG35 Bool %I2.5 TRUE = Weiche geschlossen (Warenträger bleiben auf Bypass-Band) +G1-BG40 Bool %I2.6 TRUE = Weiche geöffnet (Warenträger zweigen zu Arbeitsband ab) +G1-BG41 Bool %I2.7 TRUE = Stopperzylinder (Zusammenführung) in unterer Endlage +G1-BG42 Bool %I3.0 TRUE = Warenträger in Stopperposition (Zusammenführung) erkannt +G1-BG43 Bool %I3.1 TRUE = Stau in Bypass-Band erkannt +G1-BG44 Bool %I3.2 FALSE = Zusammenführung durch Warenträger besetzt +G1-BG45 Bool %I3.3 FALSE = Palette auf Warenträger an Arbeitsposition vorhanden +G1-BG50 Bool %I3.4 FALSE = Werkstück auf Warneträger an Arbeitsposition vorhanden +G1-BG51 Bool %I3.5 TRUE = Warenträger an Bandanfang (Bypass-Band) erkannt +G1-BG52 Bool %I3.6 TRUE = Warenträger an Bandende (Bypass-Band) erkannt +G1-BG53 Bool %I3.7 FALSE = Transportbox in Arbeitsposition vorhanden +H1-BG1 Bool %I4.0 FALSE = Transportbox in Beladeposition vorhanden +H1-BG2 Bool %I4.1 TRUE = Transportbox in Arbeitsposition korrekt orientiert +H1-BG3 Bool %I4.2 TRUE = Indexierbolzen 1 ausgefahren +H1-BG5 Bool %I4.4 TRUE = Indexierbolzen 2 ausgefahren +H1-BG6 Bool %I4.5 TRUE = Bestätigungstaster für Transportboxwechsel gedrückt +H1-BG7 Bool %I4.6 Nur mit Robotino Docking-Kit: TRUE = Koppelsignal von Robotino empfangen +H1-KG8 Bool %I4.7 Ausgänge TRUE = Leerband Vorwärtslauf einschalten +K1-QA1:A1 Bool %Q0.0 TRUE = Leerband Rückwärtslauf einschalten +K1-QA1:A2 Bool %Q0.1 Leerband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA1:A3 Bool %Q0.2 TRUE = Bypass-Band Vorwärtslauf einschalten +K1-QA2:A1 Bool %Q0.3 TRUE = Bypass-Band Rückwärtslauf einschalten +K1-QA2:A2 Bool %Q0.4 Bypass-Band Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA2:A3 Bool %Q0.5 TRUE = Arbeitsband Vorwärtslauf einschalten +K1-QA3:A1 Bool %Q0.6 TRUE = Arbeitsband Rückwärtslauf einschalten +K1-QA3:A2 Bool %Q0.7 TRUE = Stopperzylinder (Weiche) nach unten bewegen +G1-MB20 Bool %Q1.0 Arbeitsband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA3:A3 Bool %Q1.7 TRUE = Stopperzylinder (Arbeitsposition) nach unten bewegen +G1-MB30 Bool %Q2.0 TRUE = Weiche schließen (Warenträger auf Bypass-Band lassen) +G1-MB40 Bool %Q2.6 TRUE = Weiche öffnen (Warenträger zu Arbeitsband abzweigen) +G1-MB41 Bool %Q2.7 TRUE = Stopperzylinder (Zusammenführung) nach unten bewegen +G1-MB42 Bool %Q3.0 TRUE = Transportboxband Vorwärtslauf einschalten +H1-QA4:A1 Bool %Q4.0 TRUE = Transportboxband Rückwärtslauf einschalten +H1-QA4:A2 Bool %Q4.1 Transportboxband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +H1-QA4:A3 Bool %Q4.2 Integrierte Robotersteuerung
Beschreibung Referenz Datentyp Addresse Eingänge TRUE = Werkstück gegriffen +H1-BG9 Bool IN16 TRUE = Werkstück in Montagenest vorhanden +H1-BG10 Bool IN17 FALSE = Werkstück in Montagenest liegt mit falscher Seite nach oben +H1-BG11 Bool IN18 FALSE = Werkstück in Montagenest liegt mit falscher Seite nach vorne +H1-BG12 Bool IN19 TRUE = Mindestens 2 Sicherungen in Schacht 1 vorhanden +H1-BG14 Bool IN21 TRUE = Mindestens 2 Sicherungen in Schacht 2 vorhanden +H1-BG15 Bool IN22 TRUE = Mindestens 2 Sicherungen in Schacht 3 vorhanden +H1-BG16 Bool IN23 TRUE = Platinengreifer in Greiferlager vorhanden +H1-BG18 Bool IN25 TRUE = Werkstückgreifer in Greiferlager vorhanden +H1-BG19 Bool IN26 TRUE = Sicherungsgreifer in Greiferlager vorhanden +H1-BG20 Bool IN27 TRUE = Kamera betriebsbereit +H1-BY1:OUT0 Bool IN28 TRUE = Kameraprüfung IO +H1-BY1:OUT1 Bool IN29 TRUE = Kameraprüfung NIO +H1-BY1:OUT2 Bool IN30 TRUE = Greifer geöffnet (Schalengreifer & Sicherungsgreifer)
TRUE = Platine an Greifer, Unterdruck aufgebaut (Platinensauggreifer)+H1-K6-BG1
+H1-K6-BG3
+H1-K6-BG5Bool IN900 TRUE = Greifer an Roboter vorhanden +H1-K6-BG6 Bool IN902 Ausgänge TRUE = Montagenest spannen +H1-MB9 Bool OUT16 TRUE = Kamera auslösen +H1-BY1:IN0 Bool OUT24 TRUE = Greifer schließen (Schalengreifer & Sicherungsgreifer)
TRUE = Vakuum abbauen (Platinensauggreifer)+H1-K6-MB1 Bool OUT900 TRUE = Greifer öffnen (Schalengreifer & Sicherungsgreifer)
TRUE = Vakuum aufbauen (Platinensauggreifer)+H1-K6-MB2 Bool OUT901 TRUE = Werkzeugwechsler entriegeln +H1-K6-MB3 Bool OUT902 -
-
-
-



