- Allgemein
-
Bestellnummer D14008 Typcode CP-F-BYPASS Serie CP Systems Unterserie CP Factory Kategorien Grundmodul
- Beschreibung
-
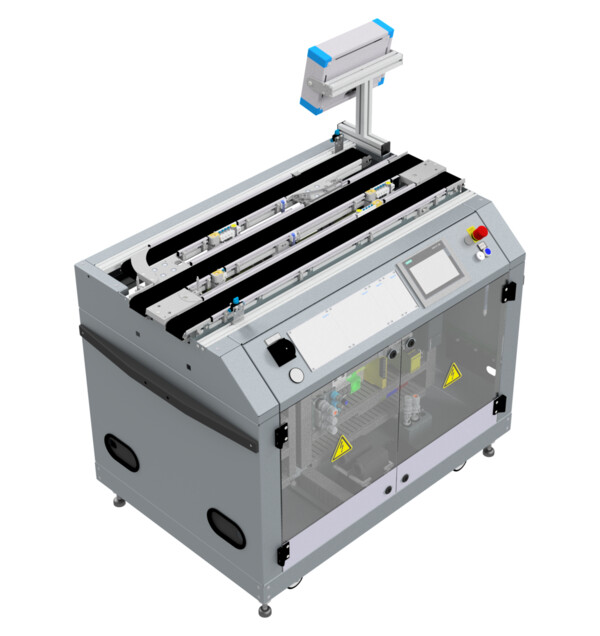
Dieses Grundmodul ermöglicht den linearen Materialfluss in zwei Richtungen. Es stellt außerdem zwei Arbeitspositionen für Applikationsmodule bereit. Eine davon verfügt über ein Bypass-Band. Eine automatisierte Weiche steuert Warenträger, die das Applikationsmodul nicht erreichen müssen, an diesem vorbei und mindert dadurch Behinderungen im Materialfluss.
Das Grundmodul Bypass ist mit einer SPS und allen nötigen Schnittstellen ausgestattet, um durch Applikationsmodule ergänzt zu werden und mit MES4 zu kommunizieren.
Dieses Grundmodul eignet sich besonders für Applikationsmodule mit sehr langen Bearbeitungszeiten.
-
Merkmal Wert Montagepunkte für Applikationsmodule 2 Elektrischer Anschluss CEE (16 A) bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationPneumatischer Anschluss Schnellkupplung bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationBetriebsspannung 400 V AC Betriebsdruck 6 bar 2x Steuerung Siemens CPU 1512SP
Eine Steuerung je Hälfte, wobei die eine Hälfte sowohl das Bypass-Band als auch das dritte Band mit Applikationsmodul umfasst.2x HMI Siemens Simatic TP700 Comfort
Je ein HMI Panel pro SteuerungE/A des Grundmoduls 8 DI / 4 DO Onboard für PLC +K1-K5-KF1
20 DI / 11 DO Onboard für PLC +K3-K5-KF13x Stoppereinheit Pneumatischer Stopperzylinder mit einem Endlagensensor
4x Warenträgerdetektion & -identifikation: induktiv
RFID Schreib-/LesekopfBandantrieb 24 V DC Motor
Rechts-/Linkslaufsteuerung mit SchleichgangRFID 2x Turk BLCEN-2M12MT-2RFID-A Busknoten mit 3 Schreib-Leseköpfen Weiche Pneumatischer Rotationszylinder mit zwei Endlagensensoren Weitere Sensorik 4x Warenträgerdetektion: Reflexlichttaster
Sensoren zur Kollisionsvermeidung bei Zusammenführung von Band und BypassMaße (H x B x T) 980 mm x 1200 mm x 800 mm -
Seite ohne Bypass (PLC +K1-K5-KF1)
Beschreibung Referenz Datentyp Addresse Eingänge FALSE = Not-Halt nicht freigegeben +K1-F2-KF1 Bool %I0.0 TRUE = Stopperzylinder in unterer Endlage +G1-BG20 Bool %I1.0 TRUE = Warenträger Identcode Bit 0 erkannt +G1-BG21 Bool %I1.1 TRUE = Warenträger Identcode Bit 1 erkannt +G1-BG22 Bool %I1.2 TRUE = Warenträger Identcode Bit 2 erkannt +G1-BG23 Bool %I1.3 TRUE = Warenträger Identcode Bit 3 erkannt +G1-BG24 Bool %I1.4 TRUE = Warenträger an Bandanfang erkannt +G1-BG26 Bool %I1.6 TRUE = Warenträger an Bandende erkannt +G1-BG27 Bool %I1.7 Ausgänge TRUE = Band Vorwärtslauf einschalten +K1-QA1:A1 Bool %Q0.4 TRUE = Band Rückwärtslauf einschalten +K1-QA1:A2 Bool %Q0.5 Bandgeschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA1:A3 Bool %Q0.6 TRUE = Stopperzylinder nach unten bewegen +G1-MB20 Bool %Q1.0 Seite mit Bypass (PLC +K3-K5-KF1)
Beschreibung Referenz Datentyp Addresse Eingänge FALSE = Not-Halt nicht freigegeben +K1-F2-KF1 Bool %I0.0 TRUE = Stopperzylinder (Weiche) in unterer Endlage +G2-BG20 Bool %I1.0 TRUE = Warenträger in Stopperposition (Weiche) erkannt / Stopper (Weiche) Warenträger Identcode Bit 0 erkannt +G2-BG21 Bool %I1.1 TRUE = Stopper (Weiche) Warenträger Identcode Bit 1 erkannt +G2-BG22 Bool %I1.2 TRUE = Stopper (Weiche) Warenträger Identcode Bit 2 erkannt +G2-BG23 Bool %I1.3 TRUE = Stopper (Weiche) Warenträger Identcode Bit 3 erkannt +G2-BG24 Bool %I1.4 TRUE = Warenträger an Bandanfang (Bypass-Band) erkannt +G2-BG26 Bool %I1.6 TRUE = Warenträger an Bandende (Bypass-Band) erkannt +G2-BG27 Bool %I1.7 TRUE = Stopperzylinder (Applikationsband) in unterer Endlage +G2-BG30 Bool %I3.0 TRUE = Warenträger in Stopperposition (Applikationsband) / Stopper (Applikationsband) Warenträger Identcode Bit 0 erkannt +G2-BG31 Bool %I3.1 TRUE = Stopper (Applikationsband) Warenträger Identcode Bit 1 erkannt +G2-BG32 Bool %I3.2 TRUE = Stopper (Applikationsband) Warenträger Identcode Bit 2 erkannt +G2-BG33 Bool %I3.3 TRUE = Stopper (Applikationsband) Warenträger Identcode Bit 3 erkannt +G2-BG34 Bool %I3.4 TRUE = Stau in Applikationsband erkannt +G2-BG35 Bool %I3.5 TRUE = Weiche geschlossen (Warenträger bleiben auf Bypass-Band) +G2-BG40 Bool %I4.0 TRUE = Weiche geöffnet (Warenträger zweigen zu Applikationsband ab) +G2-BG41 Bool %I4.1 TRUE = Stopperzylinder (Zusammenführung) in unterer Endlage +G2-BG42 Bool %I4.2 TRUE = Warenträger in Stopperposition (Zusammenführung) erkannt +G2-BG43 Bool %I4.3 TRUE = Stau in Bypass-Band erkannt +G2-BG44 Bool %I4.4 FALSE = Zusammenführung durch Warenträger besetzt +G2-BG45 Bool %I4.5 Ausgänge TRUE = Bypass-Band Vorwärtslauf einschalten +K3-QA1:A1 Bool %Q0.0 TRUE = Bypass-Band Rückwärtslauf einschalten +K3-QA1:A2 Bool %Q0.1 Bypass-Band Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K3-QA1:A3 Bool %Q0.2 TRUE = Applikationsband Vorwärtslauf einschalten +K3-QA2:A1 Bool %Q0.3 TRUE = Applikationsband Rückwärtslauf einschalten +K3-QA2:A2 Bool %Q0.4 Applikationsband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K3-QA2:A3 Bool %Q0.5 TRUE = Stopperzylinder (Weiche) nach unten bewegen +G2-MB20 Bool %Q1.0 TRUE = Stopperzylinder (Applikationsband) nach unten bewegen +G2-MB30 Bool %Q3.0 TRUE = Weiche schließen (Warenträger auf Bypass-Band lassen) +G2-MB40 Bool %Q4.0 TRUE = Weiche öffnen (Warenträger zu Applikationsband abzweigen) +G2-MB41 Bool %Q4.1 TRUE = Stopperzylinder (Zusammenführung) nach unten bewegen +G2-MB42 Bool %Q4.2 -
-
-
-



