- General
-
Order number D12011 Type code CP-F-FEEDROB-C11R14N1 Series CP Systems Sub series CP Factory Categories Station
- Description
-
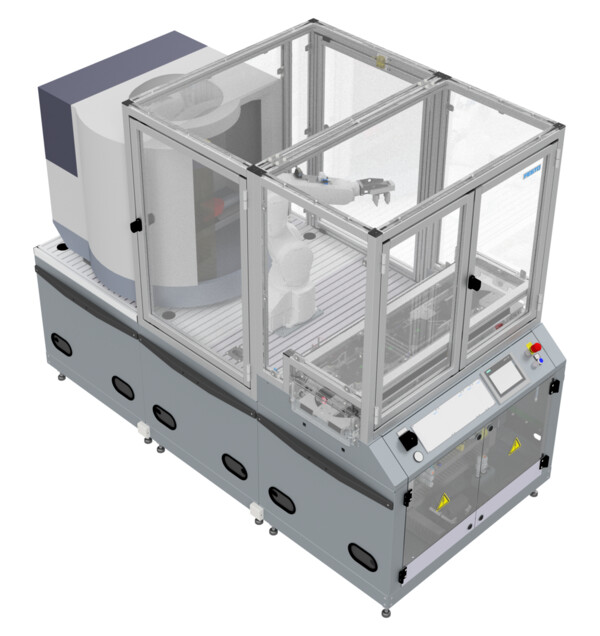
The robot feeding cell is used for loading and unloading of workpieces to and from a didactical CNC milling machine by means of a 6-axis industrial robot. The working position for the assembly robot is located on a third belt to avoid congestions in the material flow even during lengthy machining processes.
-
Attribute Value Electrical connection CEE (16 A) for connecting to room infrastructure
Preconfigured modular plug for connecting to another CP Factory stationPneumatic connection Hose coupling for connecting to room infrastructure
Preconfigured modular plug for connecting to another CP Factory stationOperating voltage 230 / 400 VAC Operating pressure 6 bar Controller Siemens CPU 1512SP HMI Siemens Simatic TP700 Comfort I/O 26 DI / 14 DO (PLC)
10 DI / 8 DO (Robot controller)2x Stopper unit Pneumatic stopper cylinder with one end-position sensor
4x Carrier detection & identification: inductive
RFID Read-Write-Head3x Belt drive 24 VDC motor
Bi-directional controller with slow and high speedLoading robot arm Mitsubishi RV-4FL
6 axis
Maximum payload: 4 kg
Maximum range: 649 mm
Repetition accuracy: +/- 0,02 mmLoading robot controller Mitsubishi CR750-D
Programming language: MELFA-BASIC V
Program memory: 512 programs
Position memory: 3,900 positions per programLoading robot gripper Parallel gripper Festo HGPL-14-40-A CNC mill EMCO Concept Mill 55
Pneumatic vice
DNC interface
Automated door
Travel distance (X / Y / Z): 190 / 140 / 260 mm
Effective Z stroke: 120 mmRFID Turk BLCEN-2M12MT-2RFID-A bus node with 2 read-write-heads Other sensors 4x carrier detection: optoelectrical
Sensors for collision avoidance when joining belt and bypassDimenions (H x W x D) 1800 mm x 1200 mm x 2700 mm -
Integrated PLC
Description Reference Datatype Address Inputs FALSE = Emergency stop not acknowledged +K1-F2-KF1 Bool %I0.0 TRUE = Safety doors closed +H1-F2-KF2 Bool %I0.1 TRUE = Emergency stop button pushed +S1-F2-FQ1 Bool %I0.3 TRUE = Stopper cylinder (branch) in lower end position +G1-BG20 Bool %I1.0 TRUE = Carrier detected at stopper (branch) / Stopper (branch) carrier ident code bit 0 detected +G1-BG21 Bool %I1.1 TRUE = Stopper (branch) carrier ident code bit 1 detected +G1-BG22 Bool %I1.2 TRUE = Stopper (branch) carrier ident code bit 2 detected +G1-BG23 Bool %I1.3 TRUE = Stopper (branch) carrier ident code bit 3 detected +G1-BG24 Bool %I1.4 TRUE = Carrier detected at conveyor entry (empty belt) +G1-BG26 Bool %I1.6 TRUE = Carrier detected at conveyor exit (empty belt) +G1-BG27 Bool %I1.7 TRUE = Stopper cylinder (work belt) in lower end position +G1-BG30 Bool %I2.0 TRUE = Carrier detected at stopper (work belt) / Stopper (work belt) carrier ident code bit 0 detected +G1-BG31 Bool %I2.1 TRUE = Stopper (work belt) carrier ident code bit 1 detected +G1-BG32 Bool %I2.2 TRUE = Stopper (work belt) carrier ident code bit 2 detected +G1-BG33 Bool %I2.3 TRUE = Stopper (work belt) carrier ident code bit 3 detected +G1-BG34 Bool %I2.4 TRUE = Congestion on work belt detected +G1-BG35 Bool %I2.5 TRUE = Deflector arm closed (carrier continues straight on bypass belt) +G1-BG40 Bool %I2.6 TRUE = Deflector arm opened (carrier gets diverted to work belt) +G1-BG41 Bool %I2.7 TRUE = Stopper cylinder (junction) in lower end position +G1-BG42 Bool %I3.0 TRUE = Carrier detected at stopper (junction) +G1-BG43 Bool %I3.1 TRUE = Congestion on bypass belt detected +G1-BG44 Bool %I3.2 FALSE = Junction occupied by carrier +G1-BG45 Bool %I3.3 FALSE = Pallet present on carrier at work position +G1-BG50 Bool %I3.4 FALSE = Part present on carrier at work position +G1-BG51 Bool %I3.5 TRUE = Carrier detected at conveyor entry (bypass belt) +G1-BG52 Bool %I3.6 TRUE = Carrier detected at conveyor exit (bypass belt) +G1-BG53 Bool %I3.7 Outputs TRUE = Drive empty belt in forward direction +K1-QA1:A1 Bool %Q0.0 TRUE = Drive empty belt in reverse direction +K1-QA1:A2 Bool %Q0.1 Select empty belt speed (FALSE = normal, TRUE = slow) +K1-QA1:A3 Bool %Q0.2 TRUE = Drive bypass belt in forward direction +K1-QA2:A1 Bool %Q0.3 TRUE = Drive bypass belt in reverse direction +K1-QA2:A2 Bool %Q0.4 Select bypass belt speed (FALSE = normal, TRUE = slow) +K1-QA2:A3 Bool %Q0.5 TRUE = Drive work belt in forward direction +K1-QA3:A1 Bool %Q0.6 TRUE = Drive work belt in reverse direction +K1-QA3:A2 Bool %Q0.7 TRUE = Move stopper cylinder (branch) down +G1-MB20 Bool %Q1.0 Select work belt speed (FALSE = normal, TRUE = slow) +K1-QA3:A3 Bool %Q1.7 TRUE = Move stopper cylinder (work position) down +G1-MB30 Bool %Q2.0 TRUE = Close deflector arm (let carrier continue straight on bypass belt) +G1-MB40 Bool %Q2.6 TRUE = Open deflector arm (divert carrier to work belt) +G1-MB41 Bool %Q2.7 TRUE = Move stopper cylinder (junction) down +G1-MB42 Bool %Q3.0 Integrated robot controller
Description Reference Datatype Address Inputs TRUE = CNC safety door opened +M55-XM1:13 Bool IN16 TRUE = CNC safety door closed +M55-XM1:14 Bool IN17 TRUE = CNC vise opened +M55-XM1:15 Bool IN18 TRUE = CNC vise fastened +M55-XM1:16 Bool IN19 TRUE = CNC in reference position +M55-XM1:17 Bool IN20 TRUE = CNC in program stop +M55-XM1:18 Bool IN21 TRUE = CNC has alarm +M55-XM1:19 Bool IN22 TRUE = Gripper opened +H1-K6-BG1 Bool IN900 TRUE = Gripper closed without part +H1-K6-BG2 Bool IN901 TRUE = Gripper closed and part gripped +H1-K6-BP3 Bool IN902 Outputs TRUE = Start CNC program +M55-XM1:1 Bool OUT16 TRUE = Stop CNC forward feed +M55-XM1:2 Bool OUT17 TRUE = Open CNC safety door +M55-XM1:5 Bool OUT20 TRUE = Close CNC safety door +M55-XM1:6 Bool OUT21 TRUE = Open CNC vise +M55-XM1:7 Bool OUT22 TRUE = Fasten CNC vise +M55-XM1:8 Bool OUT23 TRUE = Open gripper +H1-K6-MB1 Bool OUT900 TRUE = Close gripper +H1-K6-MB2 Bool OUT901 -
-
-
-



