- Allgemein
-
Bestellnummer D12011 Typcode CP-F-FEEDROB-C11R14N1 Serie CP Systems Unterserie CP Factory Kategorien Station
- Beschreibung
-
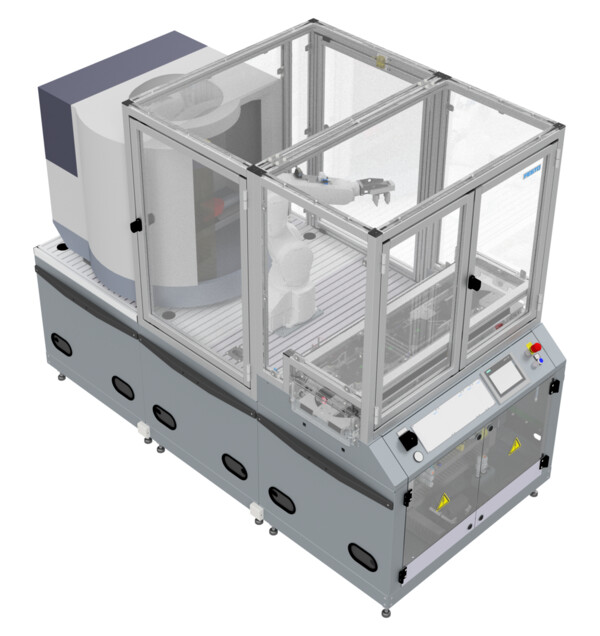
Die Roboterbeladezelle wird in Verbindung mit einer CNC-Fräsmaschine eingesetzt und dient der Beladung von Werkstücken in die CNC-Fräsmaschine mittels 6-achsigem Industrieroboter.Die Arbeitsposition des Montageroboters befindet sich auf einem dritten Band, um den Transport anderer Warenträger während der Bearbeitung nicht zu behindern.
-
Merkmal Wert Elektrischer Anschluss CEE (16 A) bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationPneumatischer Anschluss Schnellkupplung bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationBetriebsspannung 230 / 400 V AC Betriebsdruck 6 bar Steuerung Siemens CPU 1512SP HMI Siemens Simatic TP700 Comfort E/A 26 DI / 14 DO (SPS)
10 DI / 8 DO (Robotersteuerung)2x Stoppereinheit Pneumatischer Stopperzylinder mit einem Endlagensensor
4x Warenträgerdetektion & -identifikation: induktiv
RFID Schreib-/Lesekopf3x Bandantrieb 24 V DC Motor
Rechts-/Linkslaufsteuerung mit SchleichgangBeladeroboter Arm Mitsubishi RV-4FL
6-Achs Knickarm
Traglast: 4 kg
Maximaler Arbeitsbereich: 649 mm
Wiederholgenauigkeit: +/- 0,02 mmBeladeroboter Steuerung Mitsubishi CR750-D
Programmiersprache: MELFA-BASIC V
Programmspeicher: 512 Programme
Positionsspeicher: 3.900 Positionen pro ProgrammBeladeroboter Greifer Parallelgreifer Festo HGPL-14-40-A CNC Maschine EMCO Concept Mill 55
Pneumatischer Schraubstock
DNC Schnittstelle
Automatische Schutztür
Schlittenweg (X / Y / Z): 190 / 140 / 260 mm
Nutzbarer Schlittenweg (Z): 120 mmRFID Turk BLCEN-2M12MT-2RFID-A Busknoten mit 2 Schreib-Leseköpfen Weitere Sensorik 4x Warenträgerdetektion: Reflexlichttaster
Sensoren zur Kollisionsvermeidung bei Zusammenführung von Band und BypassMaße (H x B x T) 1800 mm x 1200 mm x 2700 mm -
Integrierte SPS
Beschreibung Referenz Datentyp Addresse Eingänge FALSE = Not-Halt nicht freigegeben +K1-F2-KF1 Bool %I0.0 TRUE = Schutztüren geschlossen +H1-F2-KF2 Bool %I0.1 TRUE = Not-Halt-Schlagtaster gedrückt +S1-F2-FQ1 Bool %I0.3 TRUE = Stopperzylinder (Weiche) in unterer Endlage +G1-BG20 Bool %I1.0 TRUE = Warenträger in Stopperposition (Weiche) erkannt / Stopper (Weiche) Warenträger Identcode Bit 0 erkannt +G1-BG21 Bool %I1.1 TRUE = Stopper (Weiche) Warenträger Identcode Bit 1 erkannt +G1-BG22 Bool %I1.2 TRUE = Stopper (Weiche) Warenträger Identcode Bit 2 erkannt +G1-BG23 Bool %I1.3 TRUE = Stopper (Weiche) Warenträger Identcode Bit 3 erkannt +G1-BG24 Bool %I1.4 TRUE = Warenträger an Bandanfang (Leerband) erkannt +G1-BG26 Bool %I1.6 TRUE = Warenträger an Bandende (Leerband) erkannt +G1-BG27 Bool %I1.7 TRUE = Stopperzylinder (Arbeitsband) in unterer Endlage +G1-BG30 Bool %I2.0 TRUE = Warenträger in Stopperposition (Arbeitsband) / Stopper (Arbeitsband) Warenträger Identcode Bit 0 erkannt +G1-BG31 Bool %I2.1 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 1 erkannt +G1-BG32 Bool %I2.2 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 2 erkannt +G1-BG33 Bool %I2.3 TRUE = Stopper (Arbeitsband) Warenträger Identcode Bit 3 erkannt +G1-BG34 Bool %I2.4 TRUE = Stau in Arbeitsband erkannt +G1-BG35 Bool %I2.5 TRUE = Weiche geschlossen (Warenträger bleiben auf Bypass-Band) +G1-BG40 Bool %I2.6 TRUE = Weiche geöffnet (Warenträger zweigen zu Arbeitsband ab) +G1-BG41 Bool %I2.7 TRUE = Stopperzylinder (Zusammenführung) in unterer Endlage +G1-BG42 Bool %I3.0 TRUE = Warenträger in Stopperposition (Zusammenführung) erkannt +G1-BG43 Bool %I3.1 TRUE = Stau in Bypass-Band erkannt +G1-BG44 Bool %I3.2 FALSE = Zusammenführung durch Warenträger besetzt +G1-BG45 Bool %I3.3 FALSE = Palette auf Warenträger an Arbeitsposition vorhanden +G1-BG50 Bool %I3.4 FALSE = Werkstück auf Warneträger an Arbeitsposition vorhanden +G1-BG51 Bool %I3.5 TRUE = Warenträger an Bandanfang (Bypass-Band) erkannt +G1-BG52 Bool %I3.6 TRUE = Warenträger an Bandende (Bypass-Band) erkannt +G1-BG53 Bool %I3.7 Ausgänge TRUE = Leerband Vorwärtslauf einschalten +K1-QA1:A1 Bool %Q0.0 TRUE = Leerband Rückwärtslauf einschalten +K1-QA1:A2 Bool %Q0.1 Leerband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA1:A3 Bool %Q0.2 TRUE = Bypass-Band Vorwärtslauf einschalten +K1-QA2:A1 Bool %Q0.3 TRUE = Bypass-Band Rückwärtslauf einschalten +K1-QA2:A2 Bool %Q0.4 Bypass-Band Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA2:A3 Bool %Q0.5 TRUE = Arbeitsband Vorwärtslauf einschalten +K1-QA3:A1 Bool %Q0.6 TRUE = Arbeitsband Rückwärtslauf einschalten +K1-QA3:A2 Bool %Q0.7 TRUE = Stopperzylinder (Weiche) nach unten bewegen +G1-MB20 Bool %Q1.0 Arbeitsband Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA3:A3 Bool %Q1.7 TRUE = Stopperzylinder (Arbeitsposition) nach unten bewegen +G1-MB30 Bool %Q2.0 TRUE = Weiche schließen (Warenträger auf Bypass-Band lassen) +G1-MB40 Bool %Q2.6 TRUE = Weiche öffnen (Warenträger zu Arbeitsband abzweigen) +G1-MB41 Bool %Q2.7 TRUE = Stopperzylinder (Zusammenführung) nach unten bewegen +G1-MB42 Bool %Q3.0 Integrierte Robotersteuerung
Beschreibung Referenz Datentyp Addresse Eingänge TRUE = CNC Schutztür geöffnet +M55-XM1:13 Bool IN16 TRUE = CNC Schutztür geschlossen +M55-XM1:14 Bool IN17 TRUE = CNC Spannmittel geöffnet +M55-XM1:15 Bool IN18 TRUE = CNC Spannmittel spannen +M55-XM1:16 Bool IN19 TRUE = CNC in Referenzposition +M55-XM1:17 Bool IN20 TRUE = CNC in Programm Stop +M55-XM1:18 Bool IN21 TRUE = CNC meldet Alarm +M55-XM1:19 Bool IN22 TRUE = Greifer geöffnet +H1-K6-BG1 Bool IN900 TRUE = Greifer geschlossen ohne Teil +H1-K6-BG2 Bool IN901 TRUE = Greifer geschlossen und Teil gegriffen +H1-K6-BP3 Bool IN902 Ausgänge TRUE = Starte CNC Programm +M55-XM1:1 Bool OUT16 TRUE = CNC Vorschub stoppen +M55-XM1:2 Bool OUT17 TRUE = CNC Schutztür öffnen +M55-XM1:5 Bool OUT20 TRUE = CNC Schutztür schließen +M55-XM1:6 Bool OUT21 TRUE = CNC Spannmittel öffnen +M55-XM1:7 Bool OUT22 TRUE = CNC Spannmittel spannen +M55-XM1:8 Bool OUT23 TRUE = Greifer öffnen +H1-K6-MB1 Bool OUT900 TRUE = Greifer schließen +H1-K6-MB2 Bool OUT901 -
-
-
-



