- Allgemein
-
Bestellnummer D12002 Typcode CP-F-ASRS32-P Serie CP Systems Unterserie CP Factory Kategorien Station, Logistik
- Beschreibung
-
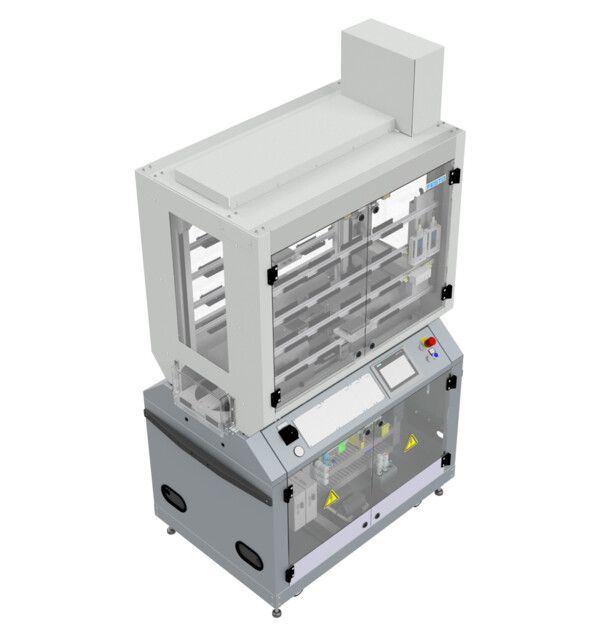
Das Hochregallager verfügt über einen kartesischen Roboter zur Ein- und Auslagerung von Paletten. Bis zu 32 Paletten können ein- und ausgelagert werden. Zwei Transportbänder laufen parallel in unterschiedlicher Richtung und verfügen jeweils über eine Arbeitsposition zur Ein- oder Auslagerung. Die Lagerverwaltung erfolgt in MES4.
-
Merkmal Wert Elektrischer Anschluss CEE (16 A) bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationPneumatischer Anschluss Schnellkupplung bei Anschluss an Rauminfrastruktur
Vorkonfektionierter Modularstecker bei Anschluss an anderer CP Factory StationBetriebsspannung 230 / 400 V AC Betriebsdruck 6 bar Steuerung Siemens CPU 1512SP HMI Siemens Simatic TP700 Comfort E/A 26 DI / 14 DO Onboard 2x Stoppereinheit Pneumatischer Stopperzylinder mit einem Endlagensensor
4x Warenträgerdetektion & -identifikation: induktiv
RFID Schreib-/Lesekopf2x Bandantrieb 24 V DC Motor
Rechts-/Linkslaufsteuerung mit SchleichgangLagerroboter X-Achse Servo-Motor Festo EMMS-AS-55-M-LS-TS
Servo-Controller Festo CMMP-AS-C2-3A-M3 via PROFINETLagerroboter Z-Achse Servo-Motor Festo EMMS-AS-55-M-LS-TSB
Servo-Controller Festo CMMP-AS-C2-3A-M3 via PROFINETLagerroboter Y-Achse Pneumatisch
2x EndlagensensorLagerroboter Drehachse Pneumatisch
2x EndlagensensorLagerroboter Greifer Parallelgreifer
Pneumatisch
2x Endlagensensor
Reflexlichttaster zur Detektion von Paletten in LagerfachAnzahl Lagerfächer 32 RFID Turk BLCEN-2M12MT-2RFID-A Busknoten mit 2 Schreib-Leseköpfen Weitere Sensorik 4x Warenträgerdetektion: Reflexlichttaster Maße (H x B x T) 1800 mm x 1200 mm x 800 mm -
Integrierte SPS
Beschreibung Referenz Datentyp Addresse Eingänge FALSE = Not-Halt-Schlagtaster gedrückt (n.c.) +K1-F2-KF1 Bool %I0.0 TRUE = Schutztüren geschlossen +U1-F2-KF3 Bool %I0.1 TRUE = Not-Halt-Schlagtaster gedrückt +S-F2-FQ1 Bool %I0.3 TRUE = Warenträger an Bandanfang Band 2 erkannt +G1-BG36 Bool %I0.6 TRUE = Warenträger an Bandende Band 2 erkannt +G1-BG37 Bool %I0.7 TRUE = Stopper 1 in unterer Endlage +G1-BG20 Bool %I1.0 TRUE = Warenträger in Stopperposition 1 / Stopper 1 Warenträger Identcode Bit 0 erkannt +G1-BG21 Bool %I1.1 TRUE = Stopper 1 Warenträger Identcode Bit 1 erkannt +G1-BG22 Bool %I1.2 TRUE = Stopper 1 Warenträger Identcode Bit 2 erkannt +G1-BG23 Bool %I1.3 TRUE = Stopper 1 Warenträger Identcode Bit 3 erkannt +G1-BG24 Bool %I1.4 TRUE = Warenträger an Bandanfang Band 1 erkannt +G1-BG26 Bool %I1.6 TRUE = Warenträger an Bandende Band 1 erkannt +G1-BG27 Bool %I1.7 TRUE = Stopper 2 in unterer Endlage +G1-BG30 Bool %I2.0 TRUE = Warenträger in Stopperposition 2 / Stopper 2 Warenträger Identcode Bit 0 erkannt +G1-BG31 Bool %I2.1 TRUE = Stopper 2 Warenträger Identcode Bit 1 erkannt +G1-BG32 Bool %I2.2 TRUE = Stopper 2 Warenträger Identcode Bit 2 erkannt +G1-BG33 Bool %I2.3 TRUE = Stopper 2 Warenträger Identcode Bit 3 erkannt +G1-BG34 Bool %I2.4 TRUE = Y-Achse eingefahren +U1-BG46 Bool %I2.6 TRUE = Y-Achse zu Lagerfach ausgefahren +U1-BG47 Bool %I2.7 TRUE = Drehgelenk in Endlage 0° +U1-BG50 Bool %I3.0 TRUE = Drehgelenk in Endlage 180° +U1-BG51 Bool %I3.1 TRUE = Greifer geschlossen & Palette gegriffen +U1-BG52 Bool %I3.2 TRUE = Palette in Lagerfach detektiert +U1-BG53 Bool %I3.3 TRUE = Palette auf Warenträger an Stopper 1 vorhanden +U1-BG54 Bool %I3.4 TRUE = Werkstück auf Warenträger an Stopper 1 vorhanden (wird nicht ausgewertet) +U1-BG55 Bool %I3.5 TRUE = Palette auf Warenträger an Stopper 2 vorhanden +U1-BG56 Bool %I3.6 TRUE = Werkstück auf Warenträger an Stopper 2 vorhanden (wird nicht ausgewertet) +U1-BG57 Bool %I3.7 Ausgänge TRUE = Band 1 Vorwärtslauf einschalten +K1-QA1:A1 Bool %Q0.0 TRUE = Band 1 Rückwärtslauf einschalten +K1-QA1:A2 Bool %Q0.1 Band 1 Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA1:A3 Bool %Q0.2 TRUE = Band 2 Vorwärtslauf einschalten +K1-QA2:A1 Bool %Q0.4 TRUE = Band 2 Rückwärtslauf einschalten +K1-QA2:A2 Bool %Q0.5 Band 2 Geschwindigkeit wählen (FALSE = normal, TRUE = langsam) +K1-QA2:A3 Bool %Q0.6 TRUE = Stopper 1 nach unten bewegen +G1-MB20 Bool %Q1.0 TRUE = Stopper 2 nach unten bewegen +G1-MB30 Bool %Q2.0 TRUE = Y-Achse einfahren +U1-MB50 Bool %Q3.0 TRUE = Y-Achse zum Lagerfach ausfahren +U1-MB51 Bool %Q3.1 TRUE = Drehzylinder auf 0° bewegen +U1-MB52 Bool %Q3.2 TRUE = Drehzylinder auf 0° bewegen +U1-MB53 Bool %Q3.3 TRUE = Greifer schließen (Palette greifen) +U1-MB54 Bool %Q3.4 TRUE = Greifer öffnen (Palette lösen) +U1-MB55 Bool %Q3.5 -
-




